特別報導
模溫機與模具管路連接的注意事項
一般來講,模溫機的循環媒介出入口與模具的出入口連接之後會形成密閉的循環迴路,高溫媒介在此迴路中循環,從而對模具進行加熱及恒溫。在此過程中,不同的加熱溫度,不同的使用需求及管路構成等因素,都會影響模溫機的實際使用效果。下面就單從管路連接方面進行闡述。
管路材質的選擇
常用的管路材質有兩種:鐵氟龍管和金屬軟管。管路材質的選擇主要是考慮到耐溫的問題,如果模溫機最高工作溫度≤200℃,則選擇鐵氟龍管;如果模溫機最高工作溫度>200℃,則選擇金屬軟管。
管路直徑
管路直徑會直接影響到需求的泵浦壓力。管路直徑越小,則媒介流過時會產生更大的壓降。一般來講,管路直徑應比需求的尺寸略大並且需要與泵浦的能力相匹配。
在實際的生產過程中,經常需要使用快速接頭,以達到快捷拆裝的效果,但是快速接頭會產生較大的壓降,因此,在使用快速接頭的過程中,需要保證其通徑應不小於模具中流道的直徑,管路的直徑也應按此原則配備。
接管長度、數量與熱量散失
通常模溫機都放置于成型機邊,接管長度都較短,建議長度在3米以內。接管的長度與熱媒在管中運行時的熱量散失成正比關係,長度越長,實際到達模心的溫度與模溫機設定溫度相差越大。
如遇環境溫度較低的情況,溫差就更大。此種情況,可使用玻璃纖維棉包裹管身來減少熱量的散失,或者提高機器工作溫度來補償熱量的散失。另外,進出口管的數量也會影響熱量散失,管越多熱量散失越多。
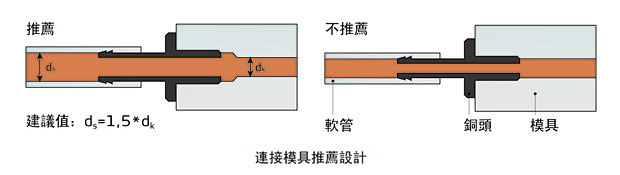
接頭
模具接頭與管的連接應牢固防漏。建議模具接頭選擇帶外螺紋,管選擇兩端帶喇叭螺母(也稱納子),喇叭螺母與外螺紋模具接頭配合鎖緊可起到連接牢固、不易洩漏的效果。必要時可在螺紋部位打上防漏膠加強防漏效果。
其他注意事項
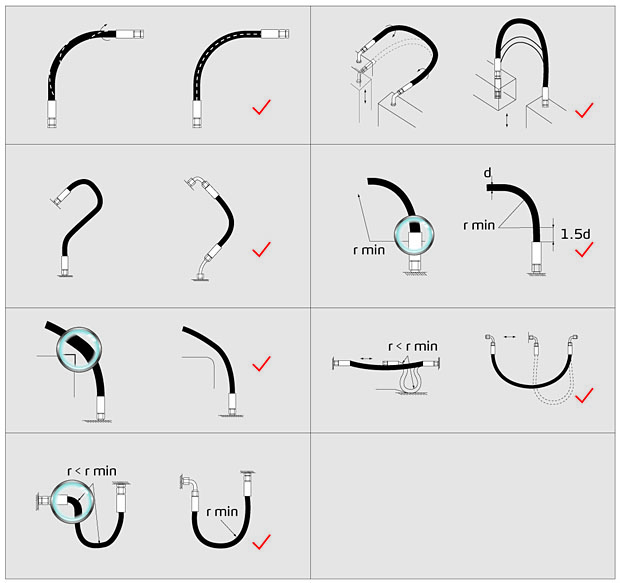
在接管時,避免各管之間太繞纏,儘量理順。
不得把管身折扁或壓扁,管的彎曲半徑不宜過小,否則會使熱媒的流量和壓力損失較多,彎曲時以管身未出現壓扁為准。
管身儘量避免與尖銳的物體直接磨擦,以免導致管身損壞洩漏。
特別報導
如果您還想要看其他文章,可以點第25期 2015年 第4季.