Special Reports
The Application of Hot-runner Valve Multi-cavity System
Compared with traditional cold runner molds, the hot runner system is widely used on the market for its features of less material consumption, better technology, and higher throughput. As the economy continues to develop, it drives the industrial products to move towards diversified, batch and high-quality trend, raising higher demands on the fundamental processes and molds of various molding products. On the one hand, the enterprise carries out mass production to meet the market demands of various products, which requires the molds to develop into a short cycle, low cost and fast economic direction. On the other hand, as the market consumes large quantities of products, the manufacturer needs a one-mold multi-cavity hot runner to improve productivity so that it can get more products with limited resources.
During injection, the melting temperature in the molds of one-mold multi-cavity is approximately the same or close to the temperature of IMM’s nozzle, so the pressure loses little in the runner. The melt plastics flow into each cavity in an extremely uniform state, thus obtaining high-quality plastic products. That gives good-quality parts' gate through hot-runner injection molding and low residual stress and small parts deformation after de-molding. Therefore, for plastic parts of high-quality requirements and large production batch, it's most suitable to use the injection mold production of valve multi-cavity hot runner with valve multi-cavity system that can properly meet the demands of mass production and product quality from the customer.
The valve hot runner system is through the valve control device to open or close the gate by mechanical motion at the scheduled time. The system can manually control the gate switching time to make the gate smooth and flat, which is mainly used in products with high cosmetic requirements, such as electronics, automobiles, medicines, and packages, etc. If there's bond line on the product, the color and luster of products after coloring will differ. While using sequential switch gate technology of the hot valve runner, this problem can be eliminated. In the medical field, it has extremely strict quality requirement of parts’ gate, which can’t have bumps and rough edges. To solve this issue, the only way is to use the valve hot runner system for better gate quality.
One of the standards to verify whether the multi-cavity hot runner is reasonably designed is that the melt can maintain natural balance, which outputs to each cavity at the same temperature and rate under equal pressure. The uniform distribution of the runner directly determines the molding quality and cycle of the product, so it must balance the heat distribution between the points on the multi-cavity runner plate.

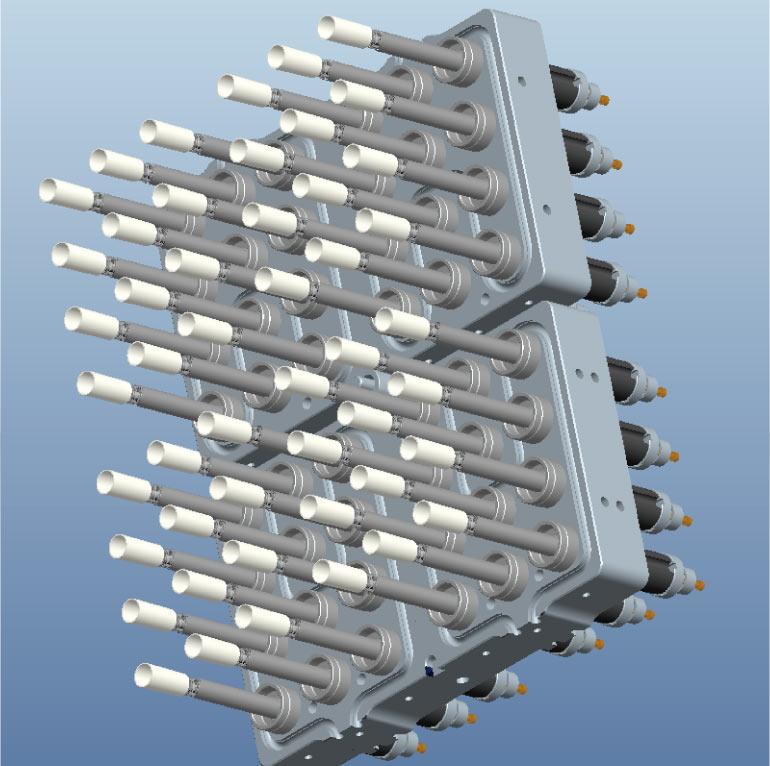
The example, in this case, is the 1-to-48 valve multi-cavity system. The client previously used the open valve gated hot runner of other company, resulting in bumps on the products. As the client has high requirement on product appearance, it’s unacceptable to have flaws on product surface that the mold and hot runner can only be discarded. However, with the valve gated hot runner produced by our company, the phenomenon of product wiredrawing and bumps can be appropriately solved. As below Fig., the gate surfaces are smooth and flat.
Special Reports
If you want to read other articles, back to2019 Quarter 1 Issue 38.